The main purposes of Flexyweld were the enhancement of joining processes, the overall decrease of process costs/investments, and increased process flexibility and auto-adaptability.
To accomplish these objectives, an experimental activity is being executed by a detailed analysis of the laser welding process (set-up parameters of the welding process, mutual position of welding Robot and welded element, etc.), by designing a modular-autoadaptive-flexible and low-cost tooling fitting for Laser welding processes (“Weldingap”), and by developing an on-line process control system.
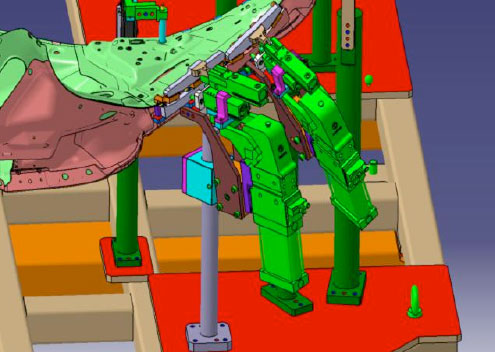
The “Weldingap system” designed according to the laser welding process requirements has the following characteristics: compatibility with Normal Production equipment, possibility to be connectable to standard fixturing devices with actuators, gap definition with space distancers, possibility to include more than one welding stitch in the same Weldingap (cost and fixturing device reduction). The unit demonstrators manufactured has been implemented into a real sub-assembly fixtures system together with the monitoring system.
The experimental flexy-clamping unit device has been tested and validated in the laser workshop according to the standard automotive laser welding cycle with the relevant joints, with parameters obtained during project development. An automotive complete bodyside has been selected for the final demonstrator welding tests: welded parts has been inspected by NDT and, in some cases by destructive testing.
The final extensive experimental campaign on demonstrators has demonstrated the technological feasibility of the implemented “Weldingap” innovative solution developed in the project.
The possibility to keep a constant and reliable gap with respect to an industrial process is an enabling opportunity to improve the overall quality of laser welding process, allowing an investment reduction (no dimples requirement before welding performed currently with a dedicated laser station).
The other output of the project has been the implementation of a quality control in the Laser welding line, for final welding tests with anthropomorphic laser welding robot.
Thermography imagery is one of the most used methods for thermal inspection of heated parts. There are certain restraints in utilizing this method, but for remote laser welding processes it’s the most suited technology.
The monitoring equipments (“WeldQAS”) is constituted by the monitoring system, the laser control system, the remote video surveillance, and the robot controlling cabinet. The ThermoProfilScanner can be used to record welding irregularities from the temperature field of the welding seam that is solidifying but still glowing. Since the characteristics of the temperature field and the seam quality are directly correlated, seam irregularities such as weld penetration, offset, holes, etc. can be identified.
Extensive experimental campaign has been performed in order to identify the right process parameters for the real time monitoring devices. In particular, in order to identify the recorded signal, both for good weld quality and failure different tests have been settled up.
Since the Weldingap solution enables a very good weld seam realization, in order to identify the signal failures different defects have been introduced during welding. In particular, tests have been done with different gap configuration (zero gap, which causes zinc vapor entrapment with bad welding quality, and as opposite, excessive gap, which causes upper sheet cutting without welding): the aim was to set-up the monitoring process parameters to enable the good or bad welding quality detection during welding operation.
The performed experiment showed that the equipment can be used to successfully detect various defects, but not real time. The results are only available after the weld has been performed, so they can’t be used to control the process directly (in a control-loop fashion). Detection resolution depends on the camera resolution and lens used.
To draw a conclusion, the Flexyweld device, integrated with the monitoring system, can truthfully improve the whole quality of Remote Laser Welding process in automotive applications, allowing the extension of this technology to the other car-body parts.